ប្រទេសចិន ទម្រង់បង្អួចអាលុយមីញ៉ូម Extruded ក្រុមហ៊ុនផលិត និងអ្នកផ្គត់ផ្គង់ | រូយី


ទម្រង់អាលុយមីញ៉ូមសម្រាប់ទ្វារ និងបង្អួច គឺជាប្រភេទនៃការតុបតែងទ្វារ និងស៊ុមបង្អួច សម្ភារៈអគារដែលផលិតពីលោហធាតុអាលុយមីញ៉ូមជាវត្ថុធាតុដើម។ គុណសម្បត្តិរបស់វាគឺធន់នឹងសម្ពាធខ្យល់ល្អ និងមិនងាយឆេះ ហើយវាជាសម្ភារៈដែលធន់នឹងអណ្តាតភ្លើងដែលត្រូវបានទទួលស្គាល់។
ទ្វារ និងបង្អួចអាលុយមីញ៉ូម សំដៅលើទ្វារ និងបង្អួចដែលធ្វើពីលោហធាតុអាលុយមីញ៉ូមទម្រង់ extruded ជាស៊ុម កំរាលឥដ្ឋ និងកង្ហារ។ ពួកវាត្រូវបានគេហៅថា ទ្វារ និងបង្អួចអាលុយមីញ៉ូម ឬ ទ្វារ និង បង្អួច អាលុយមីញ៉ូម សម្រាប់រយៈពេលខ្លី។ ទ្វារ និងបង្អួចអាលុយមីញ៉ូម រួមមានទ្វារ និងបង្អួចដែលធ្វើពីលោហធាតុអាលុយមីញ៉ូមជាសម្ភារៈមូលដ្ឋាននៃសមាជិកដែលមានកម្លាំង (សមាជិកដែលទទួល និងបញ្ជូនទម្ងន់ និងបន្ទុករបស់វា) និងសមាសធាតុឈើ និងប្លាស្ទិក។
ដំណើរការផលិតទ្វារដែកអាលុយមីញ៉ូម និងទម្រង់បង្អួចរួមមានដំណើរការសំខាន់ៗចំនួនបី៖ ការរលាយ ការបញ្ចូលផ្សិត និងការលាបពណ៌។ ដំណើរការពណ៌រួមមានជម្រើសបី៖ អុកស៊ីតកម្ម anodic អុកស៊ីតកម្មខ្យល់ និងគំនូរ fluorocarbon ។
1. ការរលាយគឺជាដំណើរការចម្បងក្នុងការផលិតទម្រង់ទ្វារ និងបង្អួចអាលុយមីញ៉ូម
1. វត្ថុធាតុដើម យោងទៅតាមទម្រង់យ៉ាន់ស្ព័រអាលុយមីញ៉ូមពិតប្រាកដដែលត្រូវការផលិត គណនាបរិមាណនៃធាតុផ្សំអាលុយមីញ៉ូមផ្សេងៗដែលបានបន្ថែម និងផ្គូផ្គងវត្ថុធាតុដើមផ្សេងៗយ៉ាងមានប្រសិទ្ធភាព។
2. Smelting: វត្ថុធាតុដើមដែលបានជ្រើសរើសត្រូវបានបន្ថែមទៅក្នុងឡសម្រាប់រលាយដោយយោងទៅតាមបទប្បញ្ញត្តិបច្ចេកវិជ្ជាដំណើរការ ហើយ slag និងឧស្ម័ននៅក្នុងរលាយត្រូវបានយកចេញដោយសមហេតុផលយោងទៅតាមវិធីសាស្រ្តចម្រាញ់ degassing និង slag;
3. ការក្លែងបន្លំ៖ នៅក្រោមស្តង់ដារដំណើរការក្លែងបន្លំជាក់លាក់ អង្គធាតុរាវអាលុយមីញ៉ូមដែលរលាយអាចប្រែទៅជាកំណាត់មូលនៃលក្ខណៈបច្ចេកទេស និងម៉ូដែលផ្សេងៗបន្ទាប់ពីទឹកត្រជាក់ដោយយោងតាមកម្មវិធីប្រព័ន្ធបង្កើតអណ្តូងទឹកជ្រៅ។
ការបញ្ចូលផ្សិតត្រូវបានអនុវត្តនៅលើខ្សែសង្វាក់ផលិតកម្មដោយស្វ័យប្រវត្តិដែលរួមមានកំដៅ ingot, extrusion, cooling, tension straightening, sawing និងដំណើរការផ្សេងទៀត។
គ្រឿងបរិក្ខារនៅលើខ្សែសង្វាក់ផលិតកម្មរួមមាន ចង្រ្កានកំដៅ អាំងឌុចស្យុង ម៉ាស៊ីនចំហុយ តុចង្រ្កាន ឧបករណ៍បញ្ចោញទឹក ឧបករណ៍លើកទម្រង់ និងផ្ទេរឧបករណ៍ គ្រែត្រជាក់ ឧបករណ៍កម្រិតភាពតានតឹង តារាងផ្ទុក ត្រាក់ទ័រ ម៉ាស៊ីន sawing ជាដើម។
1. Induction heating furnace សីតុណ្ហភាពកំដៅនៃ ingot ជាទូទៅត្រូវបានគ្រប់គ្រងនៅ 400 ° C ~ 520 ° C ប្រសិនបើសីតុណ្ហភាពខ្ពស់ពេក ឬទាបពេក វានឹងប៉ះពាល់ដោយផ្ទាល់ទៅលើការបន្ថែមផ្សិត។ ម៉ាស៊ីន extrusion ជាទូទៅទទួលយកការចុចធារាសាស្ត្រសកម្មភាពតែមួយហើយទម្ងន់របស់វាគឺពី 1200 តោនទៅ 2500 តោន។
2. អង្កត់ផ្ចិតនៃស៊ីឡាំង extrusion នៃម៉ាស៊ីន extrusion ប្រែប្រួលជាមួយនឹងតោននៃម៉ាស៊ីន extrusion ។ ទម្ងន់របស់ម៉ាស៊ីនចំហេះកាន់តែធំ អង្កត់ផ្ចិតនៃស៊ីឡាំងដែលហៀរចេញកាន់តែធំ។
អង្កត់ផ្ចិតនៃស៊ីឡាំង extrusion ជាទូទៅនៅក្នុងជួរនៃ 150mm ~ 300mm ។ សីតុណ្ហភាពការងាររបស់ឧបករណ៍បំប្លែងគឺ 360°C ~ 460°C ហើយល្បឿននៃការស្រង់ចេញគឺ 20 m/min ~ 80m/min ។ ឧបករណ៍ Extrusion ជាចម្បងរួមបញ្ចូលការស្លាប់។ Extrusion dies ត្រូវបានបែងចែកទៅជា flat dies បំបែក dies អណ្តាតស្លាប់ និង splitter រួមបញ្ចូលគ្នាស្លាប់ដោយយោងទៅតាមលក្ខណៈរចនាសម្ព័ន្ធរបស់វា។ ការផលិតទម្រង់ទ្វារ និងបង្អួចដែលធ្វើពីលោហធាតុអាលុយមីញ៉ូមភាគច្រើនប្រើការស្លាប់រាបស្មើ និងបំបែកបំបែក។
3. តារាងបញ្ចោញទទួលបានទម្រង់ដែលបញ្ចោញពី extruder និងផ្ទេរទម្រង់ទៅតារាងបញ្ចោញ។ ភាគច្រើននៃកន្លែងធ្វើការបញ្ចោញគឺជាគំរូដឹកជញ្ជូនបន្ទះផ្តេក ហើយល្បឿនចលនានៃបន្ទះផ្តេកត្រូវបានធ្វើសមកាលកម្មជាមួយនឹងល្បឿននៃការបន្ថែម។
4. គ្រែត្រជាក់ភាគច្រើនជាប្រភេទធ្នឹមដើរ ហើយកង្ហាមួយចំនួនសន្ធឹកសន្ធាប់ត្រូវបានតំឡើងនៅខាងក្រោម ដើម្បីធានាបាននូវភាពត្រជាក់នៃទម្រង់ដូចគ្នា ដូច្នេះសីតុណ្ហភាពនៃទម្រង់គឺទាបជាង 70°C មុនពេលតម្រង់។
5. ម៉ាស៊ីនពត់ត្រង់ភាពតានតឹងត្រូវបានបំពាក់ដោយថ្គាមរមួល ដែលអាចលាតសន្ធឹង និងត្រង់ខណៈពេលដែលការកែតម្រូវរមួល។ បន្ទាប់ពីកម្រិតភាពតានតឹងគឺជាតារាងផ្ទុកសម្ភារៈដែលផ្តល់ទម្រង់ទៅនឹងតារាងម៉ាស៊ីន sawing ហើយម៉ាស៊ីន sawing កាត់ទម្រង់តាមប្រវែងថេរ។
ការលាបពណ៌នៃទម្រង់ទ្វារ និងបង្អួចអាលុយមីញ៉ូម
ការព្យាបាលលើផ្ទៃនៃទម្រង់ទ្វារ និងបង្អួចដែលធ្វើពីលោហធាតុអាលុយមីញ៉ូមភាគច្រើនត្រូវបាន anodized ដើម្បីធ្វើឱ្យផ្ទៃនៃទម្រង់មានពណ៌ស។ ការព្យាបាលលើផ្ទៃអាចបង្កើនរូបរាងទម្រង់ និងពន្យារអាយុសេវាកម្មនៃទម្រង់ទ្វារ និងបង្អួចអាលុយមីញ៉ូម។
លំហូរដំណើរការ anodizing: ការផ្ទុក → degreasing → ការលាងទឹក → etching អាល់កាឡាំង → ការលាងទឹកក្តៅ → ការលាងទឹកត្រជាក់ → ពន្លឺអព្យាក្រឹត → ការលាងទឹក → anodizing → ការលាងទឹកត្រជាក់ → ការលាងទឹកក្តៅ → ការផ្សាភ្ជាប់ → ការសម្ងួត → ការលុបចោល → ការត្រួតពិនិត្យផលិតផលបានបញ្ចប់ → ការវេចខ្ចប់។ កម្រាស់នៃខ្សែភាពយន្តអុកស៊ីតបន្ទាប់ពីការកត់សុី anodic នៃទម្រង់ទ្វារអាលុយមីញ៉ូមនិងបង្អួចគឺមិនតិចជាង 10 μm។
ការព្យាបាលលើផ្ទៃនៃទម្រង់ទ្វារ និងបង្អួចអាលុយមីញ៉ូមក៏អាចមានពណ៌ផងដែរ។ ទម្រង់អាលុយមីញ៉ូមដែលត្រូវការពណ៌ផ្សេងទៀតអាចទទួលបានដោយពណ៌អុកស៊ីតកម្មធម្មជាតិ ពណ៌អេឡិចត្រូលីត និងពណ៌ជ្រលក់។
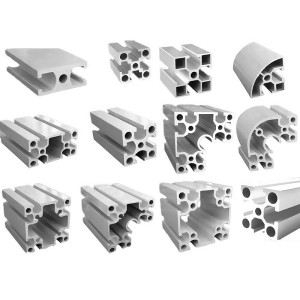
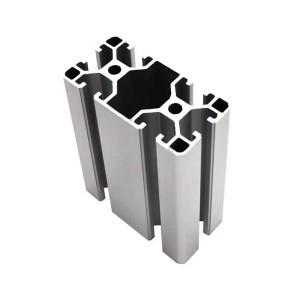
៦០៦១ ៦០៦៣ ទម្រង់អាលុយមីញ៉ូម ក្រុមហ៊ុនផលិត RAYIWELL MFG ពីប្រទេសចិន។ ទម្រង់អាលុយមីញ៉ូម អាចបែងចែកជា 1024, 2011, 6063, 6061, 6082, 7075 និងប្រភេទយ៉ាន់ស្ព័រផ្សេងទៀតនៃទម្រង់អាលុយមីញ៉ូមដែលក្នុងនោះ 6 ស៊េរីគឺជារឿងធម្មតាបំផុត។ ភាពខុសគ្នារវាងថ្នាក់ផ្សេងៗគ្នាគឺថា សមាមាត្រនៃសមាសធាតុលោហៈផ្សេងៗគឺខុសគ្នា លើកលែងតែទម្រង់អាលុយមីញ៉ូមដែលប្រើជាទូទៅសម្រាប់ទ្វារ និងបង្អួច បន្ថែមពីលើទម្រង់អាលុយមីញ៉ូមស្ថាបត្យកម្មដូចជា 60 ស៊េរី 70 ស៊េរី 80 ស៊េរី 90 និងស៊េរីជញ្ជាំងវាំងនន។ មិនមានការបែងចែកគំរូច្បាស់លាស់សម្រាប់ទម្រង់អាលុយមីញ៉ូមឧស្សាហកម្មហើយអ្នកផលិតភាគច្រើនដំណើរការវាទៅតាមគំនូរជាក់ស្តែងរបស់អតិថិជន។
ទម្រង់អាលុយមីញ៉ូម ត្រូវបានផលិតដោយការរុញបន្ទះអាលុយមីញ៉ូមតាមរយៈលោហៈធាតុ ដើម្បីទទួលបានរូបរាងស្តង់ដារ ឬតាមតម្រូវការ។ យើងអាចផលិតទម្រង់ extruded ជាមួយនឹងទំងន់ក្នុងមួយម៉ែត្រចាប់ពី 0.10 Kg រហូតដល់ 50 Kg ទំហំរង្វង់ធំបំផុតគឺរហូតដល់ 650mm សម្រាប់កម្មវិធីឧស្សាហកម្ម។ ជាមួយនឹងសមត្ថភាពដំណើរការបញ្ចប់ផ្ទៃខាងក្នុង ទម្រង់អាលុយមីញ៉ូមទាំងអស់របស់យើងអាចផលិតបានក្នុងម៉ាស៊ីនកិន សារធាតុ anodized ឬម្សៅស្រោបតាមពណ៌ដែលចង់បាន។
ទម្រង់អាលុយមីញ៉ូមភាគច្រើនត្រូវបានប្រើប្រាស់ក្នុងវិស័យសំណង់ និងគ្រឿងសង្ហារឹម ក្នុងវិស័យរថយន្ត និងក្នុងឧស្សាហកម្មដឹកជញ្ជូន។ ឧទាហរណ៍ យើងអាចនិយាយបានថា ស៊ុមអាលុយមីញ៉ូមជាមួយនឹងការភ្ជាប់វីស ឧបករណ៍បង្ហូរ និងឧបករណ៍ការពារទឹក ការពង្រីកកញ្ចក់ ស៊ុមរូបភាព ទម្រង់កាត់សម្រាប់យានជំនិះ ធាតុជ្រុងដែលមានផ្នែកពិសេស ចំណុចទាញអាលុយមីញ៉ូម និង handrails