China ASTM A681 D7 Tool Steel Bar Fabrikant an Fournisseur




D7 Tool Steel ass en héich Kuelestoff, héich Chrom Lofthärten Tool Stahl mat exzellente Verschleißbeständegkeet.
Dës Verschleißbeständegkeet ass haaptsächlech wéinst sengem héije Kuelestoff- a Vanadiumgehalt, déi eng grouss Zuel vun haarde Vanadiumkarbidpartikelen am Stol bilden, mat enger Härheet entsprécht ongeféier 80 bis 85 Rockwell C.
Dëse Besëtz mécht D7 Tool Stahl effektiv fir d'Verschleiung ze widderstoen wann se a rutschen Kontakt mat anere Stähle sinn an a Kontakt mat dréchenen a naass Schläimlechkeete vun haarde Schleifpartikelen wéi Sand, Sprengmëttel a Keramik.
D7 Tool Stahl gëtt wäit benotzt, haaptsächlech inklusiv Zille Schimmelfaart, Briquetéierungsformen, Schéissausrüstungsausrüstungslinnen, Keramik Extrusiouns- a Formungsinstrumenter, Pulververdichtungsinstrumenter, Déift Zeechnen stierwen, Offlaachroller a Maschinn Tool Guide Schinne, etc.
An dësen Applikatiounsszenarien ginn d'Verschleisbeständegkeet, d'Häert an d'Zähegkeet vum D7 Toolstahl voll genotzt.
Wat d'Wärmebehandlung ugeet, den Härtprozess vun D7 Tool Stol erfuerdert Schrëtt wéi virhëtzen, austenitization (héich Temperatur) an tempering.
Typesch Temperéierungstemperatur ass 300 ° F (149 ° C) fir maximal Verschleißbeständegkeet. Och, fir maximal Zähegkeet, kann duebel tempering och duerchgefouert ginn, bei enger Temperatur iwwer 950 ° F (510 ° C) fir zwou Stonnen halen an dann fir aner zwou Stonnen halen.
Wat d'Schneidveraarbechtung ugeet, ass d'Schneidveraarbechtbarkeet vum D7 Toolstahl ongeféier 30-35% vun 1% Kuelestol. Dëst bedeit datt richteg Tools an Technike wärend dem Bearbechtungsprozess erfuerderlech sinn fir gutt Bearbechtungsqualitéit an Effizienz ze garantéieren.
Am Allgemengen ass D7 Tool Stahl en héich performant verschleißbeständeg Toolstahl gëeegent fir verschidde Applikatiounsszenarien déi Verschleiung an Impakt widderstoen mussen.
Seng excellent zouzedrécken Resistenz, hardness an Zähegkeet, souwéi gutt opzedeelen processability, maachen et vill an industriell Fabrikatioun benotzt.
D7 Tool Stahl ass e qualitativ héichwäertegt Kuelestoff, High-Chromlegierung Tool Stahl deen eng wichteg Positioun an der industrieller Produktioun besetzt fir seng exzellent kierperlech a chemesch Eegeschaften. Dësen Artikel zielt d'Spezifikatioune vum D7 Tool Stahl a seng Haaptverbrauch ze detailléiert.
Haaptmerkmale vum D7 Tool Steel
Héich Hardness a staark Verschleißbeständegkeet: No der korrekter Hëtztbehandlung kann D7 Stahl extrem héich Härtheet erreechen, wat et exzellent Verschleißbeständegkeet gëtt.
Dës Charakteristik méchtD7 Stahlexzellent an Aarbechtsëmfeld, déi héich Belaaschtungen an Héich-Vitesse Reibung ënnerleien.
Impakt Resistenz: Wéinst senger héijer Hardness a gudder Zähegkeet huet D7 Tool Stahl gutt Impaktbeständegkeet an ass fäeg strukturell Integritéit z'erhalen wann se vun externe Kräfte beaflosst ginn.
Korrosiounsbeständegkeet: D7 Tool Stahl enthält eng gewësse Quantitéit Chrom, wat et erlaabt eng gutt Stabilitéit an Haltbarkeet an e puer korrosive Ëmfeld ze halen.
Wat sinn d'Ënnerscheeder tëscht D7 an D2 Tool Stahl?
D7 Tool Stahl an D2 Tool Stol (och bekannt als Cr12MoV) sinn zwee verschidde Tool Stol, all mat eenzegaartegen Eegeschaften an Uwendungen.
D7 Tool Steel ass en héich Kuelestoff, héich Chrom Lofthärten Tool Stahl mat exzellente Verschleißbeständegkeet. Säin héije Kuelestoff- a Vanadiumgehalt resultéiert zu enger grousser Zuel vun haarde Vanadiumkarbidpartikelen am Stol, mat enger Härheet entsprécht ongeféier 80 bis 85 Rockwell C.
Dofir widderstoen et effektiv Verschleiung verursaacht duerch e rutschen Kontakt mat anere Stol an dréchen a naass Schlammkontakt mat haarde abrasive Partikelen wéi Sand, Sprengmëttel a Keramik. Dëst mécht D7 Outil Stol gëeegent fir eng Villfalt vun Uwendungen, dorënner Brick Ofdréck linings, briquetting stierwen, Schoss Héichiewe Equipement linings, Keramik extrusion a Form Handwierksgeschir, Pudder compaction Handwierksgeschir, déif Zeechnen stierwen, Offlaachung Rollers a Maschinn Handwierksgeschir Guide Schinne.
D2 Tool Stahl (Cr12MoV) ass och en héich-Kuelestoff, héich-Chrom Tool Stol mat excellent hardness, zouzedrécken Resistenz, corrosion Resistenz an Deformatioun Resistenz. Säi Kuelestoffgehalt ass sou héich wéi 1,40% -1,60%, wat seng Härtheet an d'Verschleißbeständegkeet verbessert.
Zur selwechter Zäit huet de Stol och en héije Chrom- a Molybdängehalt, wat seng Korrosiounsbeständegkeet effektiv verbesseren kann.
D2 Tool Stahl kann excellent mechanesch Eegeschaften an hardness duerch Hëtzt Behandlung Prozesser kréien wéi quenching an tempering, an huet gutt machinability verschidde machining Ufuerderunge ze treffen. Dës Eegeschafte maachen D2 Tool Stahl wäit benotzt an der Fabrikatioun vun High-End Deeler wéi Schimmel, Schneidinstrumenter a Schmiedestierwen.

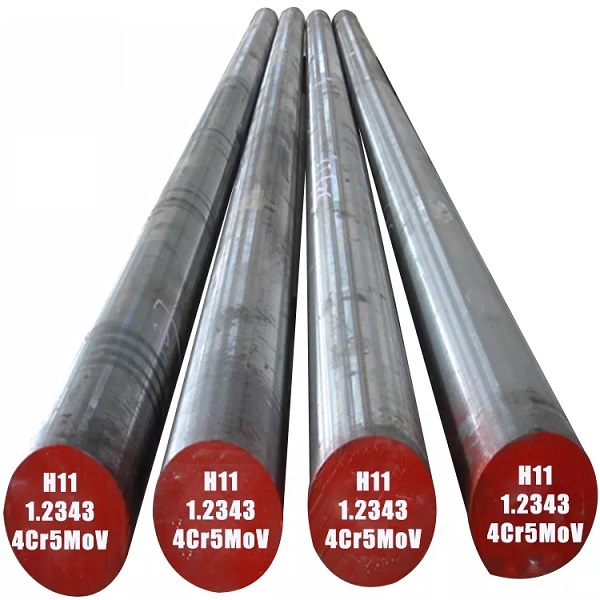
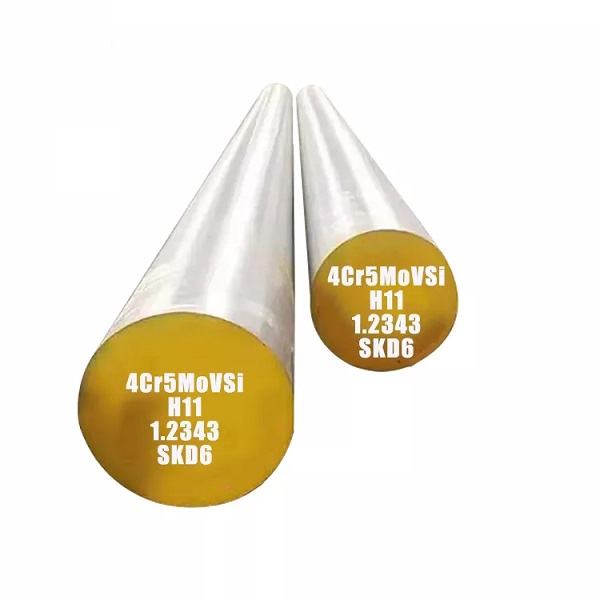
D7 Tool Stahl Ronn Bar
Chemesch Zesummesetzung (Massfraktioun) (Gew.%) vum D7 Toolstahl
| C(%) | Si (%) | Mn (%) | P(%) | S(%) | Cr(%) | Mo (%) | V(%) |
| 2.15–2.50 Uhr | 0.10-0.60 | 0.10-0.60 | ≤0,030 | ≤0,030 | 11.5-13.5 | 0,70-1,20 | 3,80-4,40 |
ASTM A681-US
FED QQ-T-570-US
SAE J437-US
SAE J438-US
UNS T30407-US
AISI D7 Tool Steel-US
Schmelzen Optioun vum d7
1 EAF: Elektresch Arc Uewen
2 EAF+LF+VD: Raffinéiert Schmelzen a Vakuum Entgasung
3 EAF + ESR: Electro Slag Remelting
4 EAF + PESR: Schutzatmosphär Electro Slag Remelting
5 VIM + PESR: Vakuum Induktioun Schmelzen
Formatioun Optioun vun D7 Stol
1 Hot Rolling Prozess
2 Hot Schmieden: elektrohydraulesch; Héich-Vitesse-hydraulesch; Ueleg-hydraulesch; Präzisioun Schmieden
Wärmebehandlungsoptioun aus d 7
1 + A: Annealed (voll / mëll / spheroidizing)
2 + N: Normaliséiert
3 + NT: Normaliséiert an temperéiert
4 + QT: Quenched an temperéiert (Waasser / Ueleg)
Uewerfläch Optioun vun Tool Steel
1 Black Fläch
2 Grounded: Hell awer rau; Net Präzisioun
3 Machining fir Plack: Hell a Präzisioun; Kleng dréiende Narben
4 geschleeft / gedréint: Hell a Präzisioun; Kleng dréiende Narben
5 poléiert: Ganz hell a präzis Gréisst; Narben verwandelt
Mechanesch Eegeschafte VUN TOOL STEEL D7
| Rendement Rp0.2 (MPa) | Tensile Rm (MPa) | Impakt KV/Ku (J) | Verlängerung A (%) | Reduktioun vum Querschnitt op Fraktur Z (%) | Als Hëtzt-behandelt Zoustand | Brinell Hardness (HBW) |
| 984 (≥) | 682 (≥) | 41 | 31 | 23 | Léisung an Alterung, Annealing, Ausaging, Q+T, asw | 322 |
| Produiten | Duerchmiesser (mm) | Längt (mm) |
| Rolled Bar | 10-95 | 3000-5700 |
| Schmidt Bar | 95-440 | 3000-5700 |
| Billet | 130×130,140×140,150×150,160×160 | 7000 Max |