Кина Профили на прозори од екструдиран алуминиум Производител и добавувач | Руији


Профил за истиснување на алуминиумза врати и прозорци е еден вид градежен материјал за декорација на рамката на вратите и прозорците изработен од алуминиумска легура како суровина. Неговите предности се добрата отпорност на притисокот на ветерот и незапаливоста, а е и препознатлив материјал за отпорност на пламен.
Вратите и прозорците од алуминиумска легура се однесуваат на вратите и прозорците изработени од профили од екструдирана легура на алуминиум како рамки, столбови и вентилатори. Тие се нарекуваат врати и прозорци од алуминиумска легура, или скратено алуминиумски врати и прозорци. Вратите и прозорците од алуминиумска легура вклучуваат врати и прозорци изработени од легура на алуминиум како основен материјал на членот што носи сила (членот што ја носи и пренесува сопствената тежина и товар) и композити од дрво и пластика.
Процесот на производство на врата од алуминиумска легура ипрозорски профиливклучува три главни процеси: топење, обликување со истиснување и боење. Процесот на боење вклучува три опции: анодна оксидација, воздушна оксидација и бојадисување со флуоројаглерод.
1. Топењето е примарен процес во производството на профили за врати и прозорци од алуминиумска легура
1. Суровините, според вистинските профили на алуминиумска легура што треба да се произведат, пресметајте ја количината на додадени компоненти од легура на алуминиум и ефикасно одговараат на различни суровини;
2. Топење: Избраните суровини се додаваат во печката за топење за топење според прописите за технологија на преработка, а згура и гас во топењето разумно се отстрануваат според методите на дегасирање и рафинирање со згура;
3. Фалсификување: Според одредени стандарди за процесот на фалсификување, стопената алуминиумска течност може да се претвори во тркалезни шипки за лиење со различни спецификации и модели по водено ладење според софтверот на системот за фалсификување бунари во длабока вода.
Калапот со истиснување се изведува на автоматска производствена линија која се состои од загревање на ингот, истиснување, ладење, исправување на напнатоста, пилање и други процеси.
Опремата на производната линија вклучува индукциона печка за греење, машина за истиснување, маса за печка, транспортер за празнење, уред за подигање и пренос на профили, кревет за ладење, израмнувач на затегнување, маса за складирање, трактор, машина за пила итн.
1. Индукционата печка за греење, температурата на греењето на инготот генерално се контролира на 400 ° C ~ 520 ° C, ако температурата е премногу висока или премногу ниска, тоа директно ќе влијае на обликувањето на истиснување. Машината за истиснување генерално прифаќа хидраулична преса со едно дејство, а нејзината тонажа е помеѓу 1200 тони и 2500 тони.
2. Дијаметарот на цилиндарот за истиснување на машината за истиснување варира со тонажата на машината за истиснување. Колку е поголем тонажата на машината за истиснување, толку е поголем дијаметарот на цилиндерот за истиснување.
Дијаметарот на цилиндарот за истиснување е генерално во опсег од 150mm~300mm. Работната температура на алатката за истиснување е 360°C~460°C, а брзината на истиснување е 20 m/min~80m/min. Алатките за истиснување главно вклучуваат матрици. Матрици за истиснување се поделени на рамни матрици, сплит матрици, јазични матрици и комбинирани матрици според нивните структурни карактеристики. Производството на профили за врати и прозори од алуминиумска легура најмногу користи рамни матрици и сплит матрици.
3. Табелата за празнење го прима профилот екструдиран од екструдерот и го пренесува профилот на табелата за празнење. Поголемиот дел од работната маса за празнење е модел за транспорт на хоризонтална лента, а брзината на движење на хоризонталната лента е синхронизирана со брзината на истиснување.
4. Креветот за ладење е претежно од типот на греда за одење, а долу се инсталирани значителен број вентилатори за да се обезбеди рамномерно ладење на профилите, така што температурата на профилите е пониска од 70°C пред да се исправи.
5. Машината за зацврстување на напнатоста е опремена со торзиони вилици, кои можат да се протегаат и да се исправат додека корекција на торзијата. По израмнувачот на затегнување е масата за складирање на материјали, која обезбедува профили на масата на машината за пила, а машината за пила ги сече профилите според фиксната должина.
Третман на боење на профили на врати и прозорци од алуминиумска легура
Површинската обработка на профилите на вратите и прозорците од алуминиумска легура најчесто се анодизира за да се направи површината на профилите сребрено бела. Обработката на површината може да го подобри изгледот на профилот и да го продолжи работниот век на алуминиумските профили на врати и прозорци.
Тек на процесот на елоксирање: полнење → одмастување → перење со вода → алкално офорт → перење со топла вода → перење со ладна вода → неутрализирачка светлина → перење вода → перење со ладна вода → перење со топла вода → запечатување → сушење → истовар → преглед на готови производи → пакување дебелината на оксидниот филм по анодна оксидација на алуминиумските профили на вратите и прозорците не е помала од 10 μm.
Површинската обработка на алуминиумските профили на врати и прозорци, исто така, може да биде обоена. Алуминиумските профили кои бараат други бои може да се добијат со природно оксидационо боење, електролитичко боење и боење со потопување.
6061 6063 Алуминиумски профили производителот RAYIWELL MFG од Кина. Алуминиумските профили може да се поделат на 1024, 2011, 6063, 6061, 6082, 7075 и други сорти на легура наалуминиумски профили, од кои 6 серии се најзастапени. Разликата помеѓу различните оценки е во тоа што соодносот на различни метални компоненти е различен, освен за најчесто користените алуминиумски профили за врати и прозорци. , не постои јасна разлика за моделотиндустриски алуминиумски профили, а повеќето производители ги обработуваат според вистинските цртежи на клиентите.
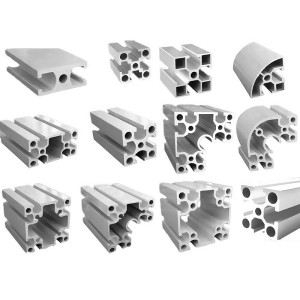
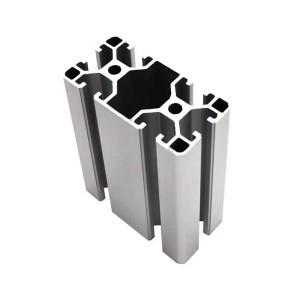
Профил за истиснување на алуминиум се произведуваат со туркање на алуминиумски заготовки низ метална матрица за да се добијат стандардни или сопствени форми. Можеме да произведеме екструдирани профили со тежина по метар што се движи од 0,10 kg до 50 kg, најголемата големина на кругот е до 650 mm за индустриски апликации. Со можностите за внатрешна обработка на површинската завршница, сите наши алуминиумски профили може да се произведуваат во мелница, елоксирани или обложени во прав во саканите бои.
Профил за истиснување на алуминиумнајмногу се користат во градежништвото и секторот за мебел, во автомобилската област и во транспортната индустрија. Можеме да споменеме, на пример, алуминиумски рабови со приклучоци за завртки, одводници и дефлектори на вода, истиснување на застаклување, рамки за слики, профили за украсување возила, аголни елементи со посебни делови, алуминиумски рачки и огради