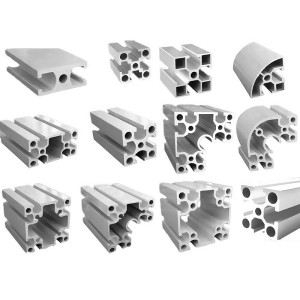
चीन Extruded एल्युमिनियम विन्डो प्रोफाइल निर्माता र आपूर्तिकर्ता | रुई


एल्युमिनियम एक्सट्रुजन प्रोफाइलढोका र झ्यालहरूको लागि कच्चा मालको रूपमा एल्युमिनियम मिश्रबाट बनेको ढोका र झ्याल फ्रेम सजावट निर्माण सामग्रीको एक प्रकार हो। यसको फाइदाहरू राम्रो हावा दबाव प्रतिरोध र गैर-दहनशीलता हो, र यो एक मान्यता प्राप्त ज्वाला-retardant सामग्री हो।
एल्युमिनियम मिश्र धातुका ढोकाहरू र झ्यालहरूले फ्रेम, स्टाइलहरू र फ्यानहरूको रूपमा एल्युमिनियम मिश्र धातु एक्स्ट्रुडेड प्रोफाइलहरूबाट बनेका ढोकाहरू र झ्यालहरूलाई बुझाउँछन्। तिनीहरूलाई एल्युमिनियम मिश्र धातु ढोका र झ्यालहरू, वा छोटोका लागि एल्युमिनियम ढोका र झ्यालहरू भनिन्छ। एल्युमिनियम मिश्र धातुका ढोका र झ्यालहरूमा बल-वाहक सदस्यको आधारभूत सामग्रीको रूपमा एल्युमिनियम मिश्र धातुबाट बनेका ढोकाहरू र झ्यालहरू (आफ्नो तौल र भार बोक्ने र प्रसारण गर्ने सदस्य), र काठ र प्लास्टिक कम्पोजिटहरू समावेश छन्।
एल्युमिनियम मिश्र धातु ढोका को उत्पादन प्रक्रिया रविन्डो प्रोफाइलहरूतीन प्रमुख प्रक्रियाहरू समावेश छन्: smelting, extrusion मोल्डिंग, र coloring। रङ प्रक्रियामा तीन विकल्पहरू समावेश छन्: एनोडिक अक्सीकरण, वायु अक्सीकरण, र फ्लोरोकार्बन चित्रकारी।
1. एल्युमिनियम मिश्र धातु ढोका र विन्डो प्रोफाइल को उत्पादन मा पिघलने प्राथमिक प्रक्रिया हो
1. कच्चा माल, उत्पादन गर्न आवश्यक वास्तविक एल्युमिनियम मिश्र प्रोफाइल अनुसार, विभिन्न एल्युमिनियम मिश्र धातु घटक थपिएको मात्रा गणना, र प्रभावकारी रूपमा विभिन्न कच्चा माल मिल्छ;
2. स्मेलिङ: चयन गरिएको कच्चा पदार्थहरू प्रशोधन प्रविधि नियमहरू अनुसार पग्लनका लागि पग्लने भट्टीमा थपिन्छन्, र पिघलिएको स्ल्याग र ग्यासलाई डिगासिङ र स्ल्यागिङ रिफाइनिङ विधिहरू अनुसार उचित रूपमा हटाइन्छ;
3. फोर्जिङ: निश्चित फोर्जिङ प्रक्रिया मापदण्डहरू अन्तर्गत, गहिरो आल्मुनियम तरललाई गहिरो पानीको कुवा फोर्जिङ प्रणाली सफ्टवेयर अनुसार पानी कूलिंग पछि विभिन्न विशिष्टता र मोडेलहरूको राउन्ड कास्टिङ रडमा परिणत गर्न सकिन्छ।
एक्स्ट्रुजन मोल्डिंग एक स्वचालित उत्पादन लाइनमा गरिन्छ जसमा इन्गट हीटिंग, एक्स्ट्रुजन, कूलिंग, तनाव सीधा, आरा र अन्य प्रक्रियाहरू समावेश हुन्छन्।
उत्पादन लाइनमा रहेका उपकरणहरूमा इन्डक्सन हीटिंग फर्नेस, एक्स्ट्रुजन मेसिन, फर्नेस टेबल, डिस्चार्ज कन्वेयर, प्रोफाइल लिफ्टिङ र ट्रान्सफरिङ डिभाइस, कूलिङ बेड, टेन्सन लेभलर, भण्डारण टेबल, ट्र्याक्टर, काट्ने मेसिन आदि पर्छन्।
1. इन्डक्शन हीटिंग फर्नेस, इन्गटको तताउने तापमान सामान्यतया 400 ° C ~ 520 ° C मा नियन्त्रण गरिन्छ, यदि तापमान धेरै उच्च वा धेरै कम छ भने, यसले सीधा एक्सट्रुजन मोल्डिंगलाई असर गर्नेछ। एक्स्ट्रुजन मेसिनले सामान्यतया एकल-कार्य हाइड्रोलिक प्रेस अपनाउछ, र यसको टनेज 1200 टन र 2500 टन बीचमा छ।
2. एक्सट्रुजन मेसिनको एक्सट्रुजन सिलिन्डरको व्यास एक्सट्रुजन मेसिनको टनेजसँग भिन्न हुन्छ। एक्सट्रुजन मेसिनको टनेज जति ठूलो हुन्छ, एक्स्ट्रुजन सिलिन्डरको व्यास त्यति ठूलो हुन्छ।
बाहिर निकाल्ने सिलिन्डरको व्यास सामान्यतया 150mm ~ 300mm को दायरामा छ। एक्सट्रुजन उपकरणको काम गर्ने तापमान 360 ° C ~ 460 ° C हो, र बाहिर निकाल्ने गति 20 m/min ~ 80m/min हो। बाहिर निकाल्ने उपकरणहरू मुख्य रूपमा मरहरू समावेश गर्दछ। एक्सट्रुजन डाइजलाई तिनीहरूको संरचनात्मक विशेषताहरू अनुसार फ्ल्याट डाइज, स्प्लिट डाइज, टङ्ग डाइज र स्प्लिटर कम्बाइन्ड डाइजमा विभाजन गरिन्छ। एल्युमिनियम मिश्र धातु ढोका र विन्डो प्रोफाइल को उत्पादन अधिकतर फ्ल्याट डाइज र स्प्लिट स्प्लिट डाइज को उपयोग गर्दछ।
3. डिस्चार्ज तालिकाले एक्स्ट्रुडरबाट निकालिएको प्रोफाइल प्राप्त गर्दछ र प्रोफाइललाई डिस्चार्ज तालिकामा स्थानान्तरण गर्दछ। धेरै जसो डिस्चार्ज वर्कबेन्च एक तेर्सो स्ट्रिप यातायात मोडेल हो, र तेर्सो पट्टी को चाल गति एक्सट्रुजन गति संग सिंक्रोनाइज गरिएको छ।
4. कुलिङ बेड धेरैजसो हिड्ने बीम प्रकारको हुन्छ, र प्रोफाइलहरूको एकसमान चिसोपन सुनिश्चित गर्न तल धेरै संख्यामा फ्यानहरू स्थापना गरिएका छन्, ताकि प्रोफाइलहरूको तापक्रम सीधा हुनुअघि 70°C भन्दा कम होस्।
5. टेन्सन स्ट्रेटेनिङ मेसिन टोर्सन ज्वाजले सुसज्जित छ, जसले टर्सन सुधार गर्दा तन्काउन र सीधा गर्न सक्छ। टेन्सन लेभलर पछि सामग्री भण्डारण तालिका हो, जसले साइङ मेसिन तालिकामा प्रोफाइलहरू प्रदान गर्दछ, र काट्ने मेसिनले निश्चित लम्बाइ अनुसार प्रोफाइलहरू काट्छ।
एल्युमिनियम मिश्र धातु ढोका र विन्डो प्रोफाइल को रंग उपचार
एल्युमिनियम मिश्र धातु ढोका र विन्डो प्रोफाइल को सतह उपचार प्रोफाइल को सतह चाँदी सेतो बनाउन को लागी प्रायः एनोडाइज गरिएको छ। सतह उपचारले प्रोफाइल उपस्थिति बृद्धि गर्न र एल्युमिनियम ढोका र विन्डो प्रोफाइलहरूको सेवा जीवन लम्ब्याउन सक्छ।
एनोडाइजिंग प्रक्रिया प्रवाह: लोडिंग → डिग्रेजिंग → पानी धुने → क्षार नक्काशी → तातो पानी धुने → चिसो पानी धुने → प्रकाश तटस्थ → पानी धुने → एनोडाइजिंग → चिसो पानी धुने → तातो पानी धुने → सील → सुख्खा → अनलोड → समाप्त उत्पादन निरीक्षण → प्याकिंग एल्युमिनियम ढोका र विन्डो प्रोफाइलहरूको एनोडिक अक्सीकरण पछि अक्साइड फिल्मको मोटाई 10 μm भन्दा कम हुँदैन।
एल्युमिनियम ढोका र विन्डो प्रोफाइल को सतह उपचार पनि रंगीन हुन सक्छ। अन्य रङहरू आवश्यक पर्ने एल्युमिनियम प्रोफाइलहरू प्राकृतिक अक्सिडेशन रङ, इलेक्ट्रोलाइटिक कलरिङ र डिपिङ कलरिङद्वारा प्राप्त गर्न सकिन्छ।
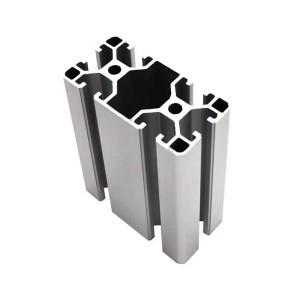
६०६१ ६०६३ एल्युमिनियम प्रोफाइल निर्माता RAYIWELL MFG चीनबाट। एल्युमिनियम प्रोफाइलहरू 1024, 2011, 6063, 6061, 6082, 7075 र अन्य मिश्र धातु ग्रेडहरूमा विभाजन गर्न सकिन्छ।एल्युमिनियम प्रोफाइल, जसमध्ये 6 श्रृंखलाहरू सबैभन्दा सामान्य छन्। विभिन्न ग्रेडहरू बीचको भिन्नता भनेको ढोका र झ्यालका लागि सामान्य रूपमा प्रयोग हुने एल्युमिनियम प्रोफाइलहरू बाहेक ६० श्रृङ्खला, ७० श्रृङ्खला, ८० श्रृङ्खला, ९० श्रृङ्खला र पर्दा पर्खाल शृङ्खला जस्ता वास्तुकलासम्बन्धी एल्युमिनियम प्रोफाइलहरू बाहेक विभिन्न धातुका घटकहरूको अनुपात फरक हुन्छ। , त्यहाँ कुनै स्पष्ट मोडेल भेद छैनऔद्योगिक एल्युमिनियम प्रोफाइल, र धेरै निर्माताहरूले तिनीहरूलाई ग्राहकहरूको वास्तविक रेखाचित्र अनुसार प्रशोधन गर्छन्।
एल्युमिनियम एक्सट्रुजन प्रोफाइल मानक वा अनुकूलन आकारहरू प्राप्त गर्न धातुको माध्यमबाट एल्युमिनियम बिलेटहरू धकेल्दै उत्पादन गरिन्छ। हामी ०.१० किलोग्रामदेखि ५० किलोग्रामसम्मको तौल प्रति मिटर एक्सट्रुडेड प्रोफाइलहरू उत्पादन गर्न सक्छौं, औद्योगिक अनुप्रयोगहरूको लागि सबैभन्दा ठूलो सर्कल साइज 650mm सम्म हुन्छ। इन-हाउस सतह फिनिश प्रशोधन क्षमताहरूको साथ, हाम्रा सबै एल्युमिनियम प्रोफाइलहरू मिल फिनिशमा उत्पादन गर्न सकिन्छ, एनोडाइज्ड वा वांछित रंगहरूमा पाउडर लेपित।
एल्युमिनियम एक्सट्रुजन प्रोफाइलअधिकतर निर्माण र फर्निचर क्षेत्र, मोटर वाहन क्षेत्र र यातायात उद्योग मा प्रयोग गरिन्छ। उदाहरणका लागि, हामी उल्लेख गर्न सक्छौं, स्क्रू एट्याचमेन्टहरू, ड्रेनेरहरू र वाटर डिफ्लेक्टरहरू, ग्लेजिङ एक्सट्रुसनहरू, चित्र फ्रेमहरू, सवारी साधनहरूको लागि ट्रिम प्रोफाइलहरू, विशेष खण्डहरू भएका कुना तत्वहरू, एल्युमिनियम ह्यान्डलहरू र ह्यान्डरेलहरू।