Кина Екструдирани алуминијумски прозорски профили Произвођач и добављач | Руиии


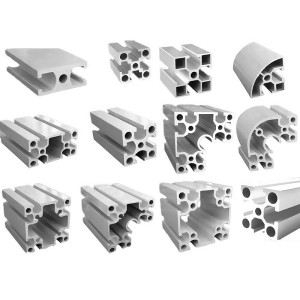
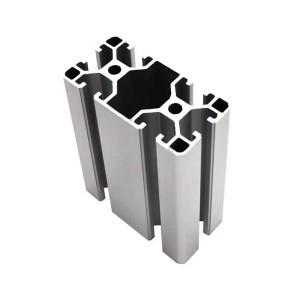
Алуминијумски профил за екструзијуза врата и прозоре је врста украсног материјала за врата и прозоре од легуре алуминијума као сировине. Његове предности су добра отпорност на притисак ветра и незапаљивост, а признат је материјал отпоран на пламен.
Врата и прозори од алуминијумске легуре односе се на врата и прозоре направљене од екструдираних профила од легуре алуминијума као оквири, стубови и вентилатори. Зову се врата и прозори од алуминијумске легуре, или скраћено алуминијумска врата и прозори. Врата и прозори од алуминијумске легуре обухватају врата и прозоре од легуре алуминијума као основног материјала носивог елемента (члана који носи и преноси сопствену тежину и оптерећење), и композита од дрвета и пластике.
Процес производње врата од легуре алуминијума ипрофили прозораукључује три главна процеса: топљење, екструзионо обликовање и бојење. Процес бојења укључује три опције: анодна оксидација, ваздушна оксидација и фарбање флуороугљеником.
1. Топљење је примарни процес у производњи профила за врата и прозоре од легуре алуминијума
1. Сировине, према стварним профилима алуминијумске легуре које треба да се произведу, израчунавају количину различитих компоненти легуре алуминијума које се додају и ефикасно одговарају различитим сировинама;
2. Топљење: Одабране сировине се додају у пећ за топљење у складу са прописима о технологији прераде, а шљака и гас у топљењу се разумно уклањају према методама дегазације и рафинације шљаке;
3. Ковање: Под одређеним стандардима процеса ковања, истопљена алуминијумска течност може се претворити у округле ливене шипке различитих спецификација и модела након хлађења водом према софтверу система за ковање дубоког бунара.
Екструзионо обликовање се врши на аутоматској производној линији која се састоји од загревања ингота, екструзије, хлађења, затезног равнања, тестерисања и других процеса.
Опрема на производној линији укључује пећ за индукционо грејање, машину за екструзију, сто за пећ, транспортер за испуштање, уређај за подизање и пренос профила, расхладни кревет, нивелацију затезања, сто за складиштење, трактор, машину за тестерисање итд.
1. Индукциона пећ за грејање, температура грејања ингота се генерално контролише на 400 ° Ц ~ 520 ° Ц, ако је температура превисока или прениска, то ће директно утицати на екструзионо пресовање. Машина за екструзију углавном усваја хидрауличну пресу са једним дејством, а њена тонажа је између 1200 тона и 2500 тона.
2. Пречник цилиндра за екструзију машине за екструзију варира са тонажом машине за екструзију. Што је већа тонажа машине за екструзију, то је већи пречник цилиндра за екструзију.
Пречник цилиндра за екструзију је генерално у опсегу од 150 мм ~ 300 мм. Радна температура алата за екструзију је 360°Ц~460°Ц, а брзина екструзије је 20 м/мин~80м/мин. Алати за екструзију углавном укључују калупе. Екструзионе матрице су подељене на равне матрице, раздвојене матрице, језичке и комбиноване матрице за цепљење према њиховим структурним карактеристикама. У производњи профила за врата и прозоре од алуминијумске легуре најчешће се користе равне и раздвојене матрице.
3. Табела за пражњење прима профил екструдиран из екструдера и преноси профил на сто за пражњење. Већина радног стола за пражњење је хоризонтални транспортни модел траке, а брзина кретања хоризонталне траке је синхронизована са брзином екструзије.
4. Расхладни кревет је углавном типа греде, а испод је инсталиран значајан број вентилатора који обезбеђују равномерно хлађење профила, тако да температура профила буде нижа од 70°Ц пре исправљања.
5. Машина за исправљање напетости је опремљена торзионим чељустима, које се могу истегнути и исправити док се исправљају торзионе. После нивелатора затезања је сто за складиштење материјала, који обезбеђује профиле столу машине за тестерисање, а машина за тестерисање сече профиле према фиксној дужини.
Бојење профила за врата и прозоре од алуминијумске легуре
Површинска обрада профила врата и прозора од легуре алуминијума је углавном елоксирана да би површина профила била сребрно бела. Површинска обрада може побољшати изглед профила и продужити век трајања алуминијумских профила за врата и прозоре.
Ток процеса анодизације: пуњење→одмашћивање→прање водом→алкално јеткање→прање топлом водом→прање хладном водом→неутрализирајуће свјетло→прање водом→елоксирање→прање хладном водом→прање топлом водом→заптивање→сушење→истовар→инспекција готовог производа→паковање дебљина оксидног филма након анодне оксидације алуминијумских профила врата и прозора није мања од 10 μм.
Површинска обрада алуминијумских профила врата и прозора може бити и обојена. Алуминијумски профили који захтевају друге боје могу се добити природним оксидационим фарбањем, електролитичким фарбањем и потапањем.
6061 6063 Алуминијумски профили произвођач РАИИВЕЛЛ МФГ из Кине. Алуминијумски профили могу се поделити на 1024, 2011, 6063, 6061, 6082, 7075 и друге легуре разредаалуминијумски профили, од којих је 6 серија најзаступљенија. Разлика између различитих класа је у томе што је однос различитих металних компоненти различит, осим најчешће коришћених алуминијумских профила за врата и прозоре. Поред архитектонских алуминијумских профила као што су серије 60, 70, 80, 90 и завесе. , не постоји јасна разлика модела заиндустријски алуминијумски профили, а већина произвођача их обрађује према стварним цртежима купаца.
Алуминијумски профил за екструзију производе се гурањем алуминијумских гредица кроз металну матрицу да би се добили стандардни или прилагођени облици. Можемо производити екструдиране профиле са тежином по метру у распону од 0,10 кг до 50 кг, највећа величина круга је до 650 мм за индустријску примену. Са сопственим могућностима обраде завршне обраде површине, сви наши алуминијумски профили могу бити произведени у млевеној завршној обради, елоксирани или премазани прахом у жељеним бојама.
Алуминијумски профил за екструзијусе највише користе у грађевинарству и сектору намештаја, у аутомобилској области и транспортној индустрији. Можемо поменути, на пример, алуминијумске бордуре са вијчаним прикључцима, дренаже и дефлекторе воде, екструзије за застакљивање, рамове за слике, украсне профиле за возила, угаоне елементе са посебним профилима, алуминијумске ручке и рукохвате