Китай 3105 8011 Алюминий ябу таблицасы кәтүк җитештерүче
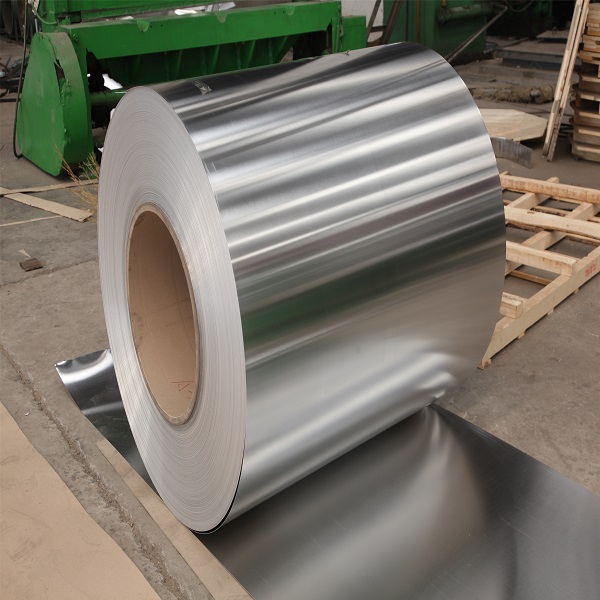

Алюминий ябу кәгазе - алюминий кәтүкнең бер төре, ул шешә капкаларын ябу өчен махсус эшләнгән.
Алюминий ябу кәгазе гадәттә югары сыйфатлы алюминий эретмәсе белән эшләнгән һәм шешәнең дөрес мөһерләнүен тәэмин итү өчен шома өслеккә ия.
Алюминий ябу таблицасы кәтүге гадәттә төрле калынлыкта һәм киңлектә ябыла, җитештерүчеләрнең конкрет таләпләрен канәгатьләндерә.
Алюминий ябу таблицасы эчемлек тармагында төрле зурлыктагы һәм формадагы шешәләрне мөһерләү өчен киң кулланыла.
3105 H14 алюминий ябу таблицасы - югары сыйфатлы алюминий эретмәсе, гадәттә шешәләр һәм банкалар кебек контейнерлар өчен ябык капкалар җитештерүдә кулланыла.
H14 температурасы алюминийның каты һәм өлешчә майланганын күрсәтә, бу аны куллану һәм тирән рәсем ясау өчен яраклы итә.
Бу алюминий ябылу кәгазе коррозиягә каршы тору, формалашу, эретеп ябыштыру белән билгеле, аны азык-төлек сәнәгатендә куллану өчен идеаль итә.
Ул шулай ук җиңел һәм эшкәртелә, аны төрү кушымталары өчен тотрыклы сайлау ясый.
Гомумән, 3105 H14алюминийябу таблицасы - ябык капка җитештерүнең катгый таләпләренә туры килгән күпкырлы һәм ышанычлы материал.
8011 H14 алюминий ябу кәгазе - алюминий эритмәсе кәтүкенең бер төре, ул төрле төрү кушымталары өчен ябылу өчен махсус эшләнгән.
H14 билгеләмәсе алюминий эретмәсе штамм катыру дип аталган процесс үткәнен күрсәтә, бу аның көчен һәм ныклыгын арттыра.
Бу төр алюминий ябу кәгазе гадәттә шешә капкалары, савыт капкалары һәм азык-төлек контейнерлары өчен ябылуның башка төрләрендә кулланыла.
Алюминий ябу таблицасы коррозиягә чыдам, җиңел, һәм җиңел эшләнә, бу бик мөһер кирәк булган кушымталарны төрү өчен идеаль сайлау.
8011 H14 алюминий ябу кәгазе - күпкырлы һәм ышанычлы материал, ул искиткеч үзенчәлекләре һәм эшләве өчен төрү өлкәсендә киң кулланыла.
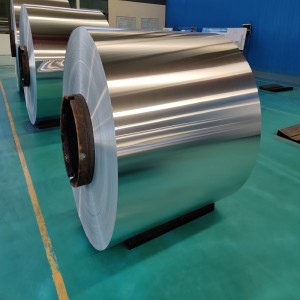
Алюминий ябу кәгазеннән алюминий капка рулоны - металл капка, ул косметика, азык-төлек, фармацевтика һ.б. кебек төрле продуктларны пакетлау һәм мөһерләү өчен кулланыла.
Алюминий каплау роликларыннан алюминий каплагычлары түбәндәге үзенчәлекләргә ия:
Искиткеч материал: Алюминий каплагычлары гадәттә ясалганалюминийяхшы коррозиягә каршы һәм оксидлашуга каршы торучы һәм продуктларны тышкы мохиттән эффектив саклый алган эретелгән материаллар.
Яхшы мөһер җитештерүчәнлеге: Алюминий каплагыч роликлары бик яхшы мөһерләү эшенә ия, бу продуктның агып чыгуын һәм пычрануын эффектив саклый һәм продуктның сыйфатын һәм куркынычсызлыгын тәэмин итә ала.
Матур һәм нәфис: Алюминий каплагычның тышкы кыяфәте чиста һәм матур, бу продуктның гомуми дәрәҗәсен һәм өстәмә кыйммәтен күтәрә ала.
Куллану җиңел: алюминий каплагычларын урнаштыру һәм чыгару бик уңайлы, бу җитештерү нәтиҗәлелеген күтәрә һәм хезмәт чыгымнарын киметә ала.
Алюминий каплагычлары төрле төрү өлкәләрендә, аеруча косметика, азык-төлек, фармацевтика һәм башка тармакларда киң кулланыла.
Кешеләрнең продукт сыйфаты һәм куркынычсызлыгы таләпләре арта барган саен, алюминий каплагычларын куллану киңәячәк.
8011 Алюминий ябу кәгазе белән чагыштырыгыз, 3105 H14 H16 Алюминий ябу таблицасы җитәрлек көчкә ия, шуңа күрә ул газ басымын күтәрә алырлык көчлерәк.
3105 H14 / H16 Алюминийны ябу кәгазе газлы эчемлекләр һәм минераль сулар өчен винт капка ясау өчен киң кулланыла.
Без 3105 алюминий ябу таблицасын фосфор кислотасы хроматланган һәм DOS белән капланган, гади таблицабыз нигезендә төрле төсләр белән бастырылган эшкәртә алабыз.
RuiYi Алюминий / RAYIWELL MFG - Кытайдагы иң зур Алюминий ябу таблицасы провайдеры, төрле шешә капкалары ихтыяҗлары өчен тулы чишелешләргә ия, мәсәлән, алюминий винт капкалары, ROPP капкалары, шешә мөһерләре, Омния капкасы, капка капкасы, EOE ахыры һәм косметик упаковка.
Алюминий ябу таблицасы компаниясе буларак, без Guala Colosures, Nippon Colosures, CSI Colosures, Herti, Mala Colosures, һәм Federfin технологияләре кебек танылган партнерлар белән хезмәттәшлек итүебез белән горурланабыз.
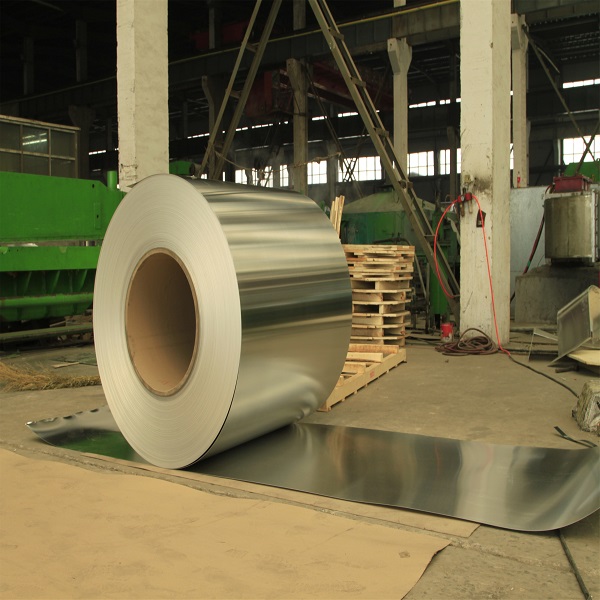
Алюминий ябу таблицасы
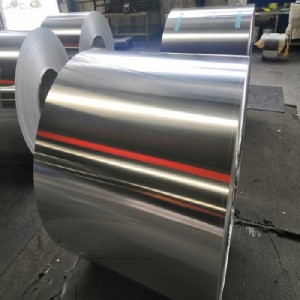
Ябу (капка) - төрле контейнерны япкан әйберләр. Алюминий ябу таблицасы ябык җитештерү өчен кулланыла, алкогольле эчемлекләр, туклыклы эчемлекләр һәм башкалар өчен төрле пыяла шешәләр һәм шешә банкалары мөһерләнгән.
Без контейнерның эчтәлеген саклаучы, җиңел ачылган һәм бик уңайлы булган клиентларның ябылу ихтыяҗларын канәгатьләндерү өчен алюминий ябу таблицасы материаллары белән тәэмин итәбез.
3105 Винтовка капкалары өчен алюминий ябу таблицасы
Без 3105 Алюминий винтовка капкасын фосфор кислотасы белән хроматланган, һәм DOS белән капланган, төрле төсләр белән бастырылган, безнең гади таблицабыз нигезендә эшкәртә алабыз.
Без клиентларның эш ихтыяҗларын канәгатьләндерү өчен, материалның составын, әйләнеш температурасын һәм вакытын, продуктның оптималь материалларына аннальинг температурасын контрольдә тотабыз, мәсәлән, аның ачу мөмкинлеге һәм колак тизлеге.
Яхшы яссылыгыбыз һәм квадратлыгыбыз белән без төсне каплаудан, тигезсезлектән яки бастыру вакытында дөрес булмаган тигезләүдән саклый алабыз.
Алюминий ябу таблицасының өслек төре:
а. Тигез тегермән алюминий полосасы;
б. DOS майланган майлау;
в. Хроматланган бетү;
г. Бер ягы алтын / ак / кызыл / зәңгәр / кара һ.б. башка төсле, икенче ягы саклагыч лакланган;
д. ике як та ачык / ачык лакланган;
| Алюминий ябу таблицасының химик составы | ||||||||||||
| Эретү | Si | Fe | Ку | Mn | Mg | Кр | Ни | Zn | Ti | Бүтәннәр | Алюминий | |
| Eachәрберсе | Барлыгы | |||||||||||
| 3105 | 0.6 | 0.7 | 0.3 | 0.3-0.8 | 0.2-0.8 | 0.2 | - | 0.4 | 0.1 | 0.05 | 0.15 | Калган |
Алюминий ябу таблицасының температурасы һәм механик милеге
| Темпер | Калынлык мм | Керү көче Rm MPa | Ieldитештерү көче Rp0.2 MPa | Озынлык% A50mm | Радиусны бөкләгез | Катылык HBWa | |||
| мин. | макс. | мин. | макс. | 180 ° | 90 ° | ||||
| H12 | 0.2-0.3 | 130 | 180 | 105 | 3 | 1.5т | 41 | ||
| H14 | 0.2-0.3 | 150 | 200 | 130 | 2 | 2.5т | 48 | ||
| H16 | 0.2-0.3 | 175 | 225 | 160 | 1 | 56 | |||
8011 PP капкасы, ROPP капкасы, Twist Off Cap, Lug Cap өчен алюминий ябу таблицасы
Алюминий ябу таблицасының иң зур сыйфатлары - тарту һәм лак ябыштыру, рәсемнәрнең һәм дизайннарның иң югары сыйфатлы бастырылуына гарантия.
RAYIWELL / RuiYi алюминий төрле эчемлекләр, спиртлы эчемлекләр, алкогольле эчемлекләрдән алып фармацевтик пакетларга кадәр төрле ябык кушымталар өчен сыйфатлы эретмәләр һәм температуралар җитештерә.
RAYIWELL шешә ябу өчен алюминий ябу кәгазе китерә. Кушымталар виски һәм башка эчемлек шешәләре өчен винтовкалардан, шәраб шешәләре өчен алюминий ябылуларына кадәр.
Алюминий - шешә ябу өчен идеаль материал:
| Химик состав | ||||||||||||
| Эретү | Si | Fe | Ку | Mn | Mg | Кр | Ни | Zn | Ti | Бүтәннәр | Алюминий | |
| Eachәрберсе | Барлыгы | |||||||||||
| 8011 | 0.4-0.8 | 0.5-1.0 | 0.1 | 0.1 | 0.1 | 0.1 | - | 0.1 | 0.05 | 0.05 | 0.15 | Калган |
| Темпер | Калынлык мм | Керү көче Rm MPa | Ieldитештерү көче Rp0.2 MPa | Озынлык% A50mm | Радиусны бөкләгез | Катылык HBWa | |||
| H14 | 0.20-0.27 | мин. | макс. | мин. | макс. | 180 ° | 90 ° | ||
| 120 | 170 | 110 | 1 | 41 | |||||
| H16 | 0.20-0.27 | 160 | 145 | 1 | 50 | ||||
Алюминий ябу таблицасының өслек төре:
а. Тигез тегермән алюминий полосасы
б. DOS майлы майлау
в. Хроматланган бетү
г. Бер ягы алтын / ак / кызыл / зәңгәр / кара һ.б. башка төсле, икенче ягы саклагыч лак
д. ике ягы да ачык / ачык
Тест пункты: автоклав тесты, Hgcl2 тесты
Керү көче: 130-155мпа
Озынлыгы: 2,5-3,5%
Алка: 2% макс
Урлау: стандарт агач тартмаларны экспортлау;
Алюминий ябу таблицасын куллану:
шкаф капкалары, PP капкасы, пилфер дәлил капкасына әйләндерү, алюминий пилфер үткәрми торган капка, пилфер дәлил ябу, алюминий шешә капкасы, алюминий винт капкасы, капкаларны ерту, капкаларны агызу.
Ring Pull Can Lid өчен 5052 Алюминий ябу таблицасы
1. Типик продуктлар
5052 алюминий боҗра тарту полосасын каплый ала: калынлыгы: 0,22 - 0,5 мм; киңлеге: 1280 мм; 5052/5182: H19 эретмәсе
2, продукт үзенчәлекләре
(1) Ring Pull запасы гадәттә 5182 алюминий эретмәсе эшкәртүне кабул итә, Ring Pull Can Lid материалы гадәттә эшкәртелгән 5052 һәм 5182 алюминий эретмәләрен куллана;
2) сыгылмалы, мөһерле деформацияне яру җиңел түгел;
3) кечкенә тыгызлык, җиңел авырлык, шома өслек, үзеңне яхшы хис итү;
4) әйләнә-тирә мохитне саклау җиңел эшкәртү һәм кабат куллану.
3. Төп сыйфат таләпләре
Faceир өстендә эшкәртү яхшы, кара, билгеләр, шин эзләре, коррозия, басым катламнары, кризислар, ролик бастыру, нефть таплары, таяк җәрәхәтләре, тырмалар, металл һәм металл булмаган һ.б. ачык кимчелекләр, полоса булырга мөмкинлек бирми. яссылык дәрәҗәсе 10I-тан зуррак (яки дулкын биеклеге 3 ммнан ким яки тигез, дулкын озынлыгы 400 мм-тан артык).
4. Производство белән идарә итү
1) яхшы киңлеккә толерантлыкны катгый контрольдә тоту.
Калынлыкка толерантлык: + 0.01 мм (яхшырак 0,005 мм)
Киң толерантлык: + 1 мм
Тигезлек таләпләре: биеклеге 3 ммнан ким, дулкын санының 1 метрында 3тән дә ким;
(2). Механик үзлекләр:
Ieldитештерү көче: 295-380Мпа;
Керү көче: 355-420 Mpa;
Озайту ставкасы: 5,5%;
Пешергәннән соң: уңыш көче: 320МПа; керү көче: 360МПтан артык; озынлык дәрәҗәсе: = 5,5%
(3). тәлинкә формасын контрольдә тоту:
Ролл, бөкләү ролле белән берләштерелгән, контроль яхшы яссылыкны куллануны сиптерегез, кайнар машинаның конвекс дәрәҗәсен контрольне 0,1 ~ 0,8% арасында тәэмин итегез, ачык дулкынсыз кайнар онлайн визуаль.
(4). тышкы кыяфәт сыйфаты:
Ахыр чик ярыклары юк, әйләнешле чиста, пирамида юк.
5. Кастинг процессын контрольдә тоту пунктлары
(1) На эчтәлеген контрольдә тоту, натрийның артык күп булмавыннан, натрий эмблитлингының барлыкка килүеннән (хәтер фашистлар белән бәйле булырга мөмкин);
2) зур ярыкларның һәм ярыкларның соңрак әйләнүен булдырмас өчен, чистартылган газ өстәү;
(3) исегездә тотыгыз, шлак башлангыч газга һәм башка металлургия сыйфатына өстәп, шартлаткыч танк булганда клиент китергән шлакны кулланмас өчен.
6. Кайнар ролллау процессы
(1) кайнар әйләндерү комбинаты процессы: 15-20 мм зур тегермән, 10-15 мм;
(2) җылыту системасы: мич газының температурасы 490 градус, 33 сәгать җылылык саклау, пешкән температура 475-485;
(3) ролик төре: -0.02 мм;
(4) эмульсия индексы: кайнар әйләнеш вакытында җитештерү шартлары буенча;
(5) машина калынлыгы астында: процесс таләпләрен 6.0-6,5 мм арасында, түбән лимит контроле белән мөмкин кадәр канәгатьләндерү;
.
Faceир өсте тырмаларга, сыныкларга, ком тишеге һ.б. рөхсәт итми, җитешсезлек тирәнлегендә, йомшак корыч, йомшак трахома эзләре белән, бераз чокыр белән, кыр читенең авырлыгы чикләрендә киселергә мөмкин. тире.
.
(8) тышкы кыяфәт сыйфаты: чит ярыкның соңгы өслеге, әйләндергеч өслеге чиста, пирамида юк.
Завод технологиясе һәм фәнни тикшеренүләр бүлекләре аша, туктаусыз тырышлык куегыз, RuiYi Алюминий капка запасы, Ring Pull запасы 4000 тоннага җитте.
Productгары продукт сыйфаты һәм сатудан соң яхшы хезмәт, илдә һәм чит илдә кулланучыларның мактауга лаек булды.
5182 Алюминий полоса боҗрасы
1. Типик продуктлар
5182 алюминий боҗра тарту полосасы: калынлыгы: 0,25: 0,5 мм; киңлеге: 1280 мм; эретү температурасы: 5182 H19
2, продукт үзенчәлекләре
(1) Ring Pull запасы гадәттә 5182 алюминий эретмәсе эшкәртүне кабул итә, Ring Pull Can Lid материалы гадәттә эшкәртелгән 5052 һәм 5182 алюминий эретмәләрен куллана;
2) сыгылмалы, мөһерле деформацияне яру җиңел түгел;
3) кечкенә тыгызлык, җиңел авырлык, шома өслек, үзеңне яхшы хис итү;
4) әйләнә-тирә мохитне саклау җиңел эшкәртү һәм кабат куллану.
3. Төп сыйфат таләпләре
Faceир өстендә эшкәртү яхшы, кара, билгеләр, шин эзләре, коррозия, басым катламнары, кризислар, ролик бастыру, нефть таплары, таяк җәрәхәтләре, тырмалар, металл һәм металл булмаган һ.б. ачык кимчелекләр, полоса булырга мөмкинлек бирми. яссылык дәрәҗәсе 10I-тан зуррак (яки дулкын биеклеге 3 ммнан ким яки тигез, дулкын озынлыгы 400 мм-тан артык).
4. Производство белән идарә итү
1) яхшы киңлеккә толерантлыкны катгый контрольдә тоту.
Калынлыкка толерантлык: + 0.01 мм (яхшырак 0,005 мм)
Киң толерантлык: + 1 мм
Тигезлек таләпләре: биеклеге 3 ммнан ким, дулкын санының 1 метрында 3тән дә ким;
(2). Механик үзлекләр:
Ieldитештерү көче: 295-380Мпа;
Керү көче: 355-420 Mpa;
Озайту ставкасы: 5,5%;
Пешергәннән соң: уңыш көче: 320МПа; керү көче: 360МПтан артык; озынлык дәрәҗәсе: = 5,5%
(3). тәлинкә формасын контрольдә тоту:
Ролл, бөкләү ролле белән берләштерелгән, контроль яхшы яссылыкны куллануны сиптерегез, кайнар машинаның конвекс дәрәҗәсен контрольне 0,1 ~ 0,8% арасында тәэмин итегез, ачык дулкынсыз кайнар онлайн визуаль.
(4). тышкы кыяфәт сыйфаты:
Ахыр чик ярыклары юк, әйләнешле чиста, пирамида юк.
5. Кастинг процессын контрольдә тоту пунктлары
(1) На эчтәлеген контрольдә тоту, натрийның артык күп булмавыннан, натрий эмблитлингының барлыкка килүеннән (хәтер фашистлар белән бәйле булырга мөмкин);
2) зур ярыкларның һәм ярыкларның соңрак әйләнүен булдырмас өчен, чистартылган газ өстәү;
(3) исегездә тотыгыз, шлак башлангыч газга һәм башка металлургия сыйфатына өстәп, шартлаткыч танк булганда клиент китергән шлакны кулланмас өчен.
6. Кайнар ролллау процессы
(1) кайнар әйләндерү комбинаты процессы: 15-20 мм зур тегермән, 10-15 мм;
(2) җылыту системасы: мич газының температурасы 490 градус, 33 сәгать җылылык саклау, пешкән температура 475-485;
(3) ролик төре: -0.02 мм;
(4) эмульсия индексы: кайнар әйләнеш вакытында җитештерү шартлары буенча;
(5) машина калынлыгы астында: процесс таләпләрен 6.0-6,5 мм арасында, түбән лимит контроле белән мөмкин кадәр канәгатьләндерү;
.
Faceир өсте тырмаларга, сыныкларга, ком тишеге һ.б. рөхсәт итми, җитешсезлек тирәнлегендә, йомшак корыч, йомшак трахома эзләре белән, бераз чокыр белән, кыр читенең авырлыгы чикләрендә киселергә мөмкин. тире.
.
(8) тышкы кыяфәт сыйфаты: чит ярыкның соңгы өслеге, әйләндергеч өслеге чиста, пирамида юк.
Лампа капкасы өчен 3004-О алюминий эритмәсе
Алюминий лампа капкасы ясау өчен, башта штамплагыз, аннары спираль формага, нечкә материалларга басыгыз һәм басымга каршы торыгыз.
Шуңа күрә, 3004 лампа капкасы алюминий полосасы югары механик көч һәм бердәм микросруктура һәм тирән сызу үзенчәлеге белән булырга тиеш. Хәзерге вакытта без 3004-O алюминий эритмәсе полосасы белән буш тоткыч җитештерү өчен яссы ингот кайнар ролик кулланабыз.
Бу 3004 О алюминий эритмәсе полосасы ясау өчен, без материалның составын һәм кастинг әйләнешен контрольдә тотарга тиеш, аннальлау һәм соңгы анналь процессның югары температурасы бердәмлеге, аның тирән тирән тарту сыйфаты, җитәрлек көче, яхшы формальлеге бар.
| Химик состав | ||||||||||||
| Эретү | Si | Fe | Ку | Mn | Mg | Кр | Ни | Zn | Ti | Бүтәннәр | Алюминий | |
| Eachәрберсе | Барлыгы | |||||||||||
| 3004 | 0.3 | 0.7 | 0.25 | 1.0-1.5 | 0.8-1.3 | - | - | 0.25 | - | 0.05 | 0.15 | Калган |
| Темпер | Калынлык мм | Керү көче Rm MPa | Ieldитештерү көче Rp0.2 MPa | Озынлык% A50mm | Радиусны бөкләгез | Катылык HBWa | |||
| мин. | макс. | мин. | макс. | 180 ° | 90 ° | ||||
| O | 0.2-0.3 | 155 | 200 | 60 | 13 | 0т | 0т | 45 | |
Косметик капка өчен 1070 алюминий полосасы
RuiYI алюминий кайнар әйләнешле сыйфаты аны тирән рәсем ясау өчен яхшы итә, һәм 99,7% югары чисталык өслеге бик якты, өслеге бик йомшак һәм шома.
Ахырда RuiYi алюминий 1070 O косметик капка запасы парфюмерия шешәләрендә һәм косметик шешәләрдә куллану өчен идеаль, алар балкып торган һәм якты өслеккә мохтаҗ, мәсәлән, каймак савыт, парфюмер шешәсе, винт өске шешә, косметик капка һ.б.
| Химик состав | ||||||||||||
| Эретү | Si | Fe | Ку | Mn | Mg | Кр | Ни | Zn | Ti | Бүтәннәр | Алюминий | |
| Eachәрберсе | Барлыгы | |||||||||||
| 1070 | 0.20 | 0.25 | 0.03 | 0.03 | 0.03 | - | - | 0.07 | 0.03 | 0.03 | - | 99.7 |
| Темпер | Калынлык мм | Керү көче Rm MPa | Ieldитештерү көче Rp0.2 MPa | Озынлык% A50mm | Радиусны бөкләгез | Катылык HBWa | |||
| O | 0.6 | мин. | макс. | мин. | макс. | 180 ° | 90 ° | ||
| 60 | 90 | 15 | 23 | 0т | 0т | 18 | |||
| H14 | 0.5-0.8 | 85 | 125 | 3 | |||||
Алюминий фольга таблицасын алюминий җиңел кабыгы өчен капкачның өске өлешеннән чистарту
Алюминий субстрат буларак кулланыла, гадәттә ике ягында органик каплау белән. Бу металл формалашуны җиңеләйтү өчен һәм / яки металлны коррозиядән саклау өчен кирәк, яисә саклану вакыты.
Чиста люминий алюминий фольга таблицасы, коры һәм эшкәртелмәгән ризыклар өчен идеаль материал булган алюминий җиңел кабыгы, төп кушымталар түбәндәгеләр: Сөт порошогы һәм сабый формуласы, тиз кофе һәм чәй, ашамлыклар һәм гайкалар, булмаган азык-төлек әйберләре.
Азык савытлары өчен алюминий җиңел кабыгы, гадәттә, ботинка түгел, алюминий табак белән капланган.
Чиста чиста алюминий фольга таблицасы, фольга очының капкачын җиңел каплау өчен, өске каплагычлар 3 кисәкчек тән өчен тышлык каплау операцияләрендә кулланылган охшаш роликлар белән кулланыла, һәм кайбер объектлар шул ук каплау сызыкларын пальто тәннәренә һәм очларына кулланалар. .
Лакны чистарту Алюминий фольга таблицасы:
8011 H16 / H14 Калынлыгы 0,20–0,30 мм, киңлеге: 800 мм —1000 мм
Озынлыгы: 800-1000 мм
Урлау: Сорау булса, агач корпус, агач паллет.
Лакны чистарту Алюминий фольга таблицасы Каплау: 1. Ике як та эпокси лакны чистарталар 2. Бер ягы чиста эпокси лак, икенче ягы төс белән капланган.
Лакны чистарту Алюминий фольга таблицасы Катлам калынлыгы:
Алтын төс / сары төс: ике ягы да 5-6г / м2, бер ягы 2-3г / м2.
Ак / кызыл / кара / зәңгәр төс: Ике ягы да 10-13г / м2.
Лак Алюминий фольга таблицасын чистарту Каплау сыйфаты:
Кайнап торучы: 121 градусны ярты сәгать кайнату, буяу төшми, төсне үзгәртми.
Ацетонга һәм меркурик хлоридка каршы тору: 20 тапкыр кат-кат сөртү
8011 Лакланган алюминий полосасы мөһер касәсен каплау өчен
Мөһер шешә капкасыннан алюминий флипны ерту гадәттә 1060 белән ясалган, һәм аның өслеген саклау өчен анодлаштырылган. Ләкин анодизация процессы күп калдыклы су китерергә мөмкин, һәм бу су әйләнә-тирәне пычрата.
Хәзерге вакытта мөһер касәсенең алюминий флипы гадәттә 8011 H16 / H14 кулланыла, аны эпокси чиста лак белән яисә төрле төстә лакланган, гадәттә сары төс, алтын төс, кызыл төс, зәңгәр төс һәм кара төс.
лаклы алюминий полосасы спецификация:
8011 H16 / H14 Калынлыгы 0,15–0.30 мм, киңлеге: 30 мм —1000 мм
Эчке диаметр: Кәгазь үзәк 76 мм, 152 мм һәм үзәксез 80 мм.
Тышкы диаметры: 1200 мм, гадәттә ОД: 500–800 мм.
Урлау: Сорау булса, агач корпус, агач паллет.
лаклы алюминий полосасы каплау: 1. Ике ягы да эпокси лакны чистарталар 2. Бер ягы чиста эпокси лак, икенче ягы төс белән капланган.
лаклы алюминий полосасы Каплау калынлыгы:
Алтын төс / сары төс: ике ягы да 5-6г / м2, бер ягы 2-3г / м2.
Ак / кызыл / кара / зәңгәр төс: Ике ягы да 10-13г / м2.
лаклы алюминий полосасы Каплау сыйфаты:
1. Кайнату чыдамлыгы: 121 градусны ярты сәгать кайнату, буяу төшми, төсне үзгәртми.
2. Ацетонга һәм меркурик хлоридка каршы тору: 20 тапкыр кат-кат сөртү