中國擠壓鋁窗型材製造商和供應商| 中國瑞意


鋁擠型材門窗用鋁合金是一種以鋁合金為原料製成的門窗框裝飾建築材料。其優點是抗風壓好、不燃,是公認的阻燃材料。
鋁合金門窗是指以鋁合金擠壓型材作為框架、梃、扇等製成的門窗。稱為鋁合金門窗,簡稱鋁合金門窗。鋁合金門窗包括以鋁合金為受力構件(承受和傳遞自身重量和荷載的構件)基材的門窗以及木塑複合材料的門窗。
鋁合金門的生產流程及窗戶型材包括熔煉、擠壓成型、著色三大工序。著色製程包括陽極氧化、空氣氧化、氟碳噴漆三種選擇。
1.熔煉是鋁合金門窗型材生產的首要工序
1.原料,依實際需要生產的鋁合金型材,計算出各種鋁合金成分的添加量,有效配合各種原料;
2、熔煉:將選定的原料依加工製程規定加入熔煉爐中熔化,並依脫氣、排渣精煉方法合理除去熔體中的熔渣及氣體;
3.鍛造:在一定的鍛造製程標準下,熔煉後的鋁液依深水井鍛造系統軟體水冷後可變成各種規格型號的圓鑄棒。
擠壓成型是在由錠加熱、擠壓、冷卻、張力矯直、鋸切等工序組成的自動化生產線上進行的。
生產線上的設備有感應加熱爐、擠壓機、爐台、卸料輸送機、型材升降轉移裝置、冷床、拉矯機、儲料台、牽引機、鋸床等。
1.感應加熱爐,鋼錠的加熱溫度一般控制在400℃~520℃,若溫度過高或過低,都會直接影響擠壓成型。擠壓機一般採用單動液壓機,其噸位在1,200噸至2,500噸之間。
2.擠壓機的擠壓筒直徑隨擠壓機噸位的不同而不同。擠壓機的噸位越大,擠壓筒的直徑也越大。
擠壓筒的直徑一般在150mm~300mm範圍內。擠壓工具的工作溫度為360℃~460℃,擠壓速度為20m/min~80m/min。擠壓工具主要包括模具。擠壓模具依其結構特徵分為平模、分體模、舌模和分流組合模。鋁合金門窗型材的生產多採用平模和分離分離模。
3. 出料台接收從擠出機擠出的型材並將型材傳送至出料台。出料工作台多為水平帶材輸送模式,水平帶材的運動速度與擠壓速度同步。
4.冷床多為步進樑式,下方安裝有相當數量的風機,確保型材冷卻均勻,使矯正前型材溫度低於70℃。
5.張力矯正機配有扭爪,可在扭轉矯正的同時進行伸展矯正。拉矯機之後是儲料台,向鋸床工作台提供型材,鋸床依照固定長度切割型材。
鋁合金門窗型材的著色處理
鋁合金門窗型材的表面處理多採用陽極處理,使型材表面呈現銀白色。表面處理可增強型材外觀,延長鋁門窗型材的使用壽命。
陽極處理製程:上料→除油→水洗→鹼蝕→溫水洗→冷水洗→中和光→水洗→陽極氧化→冷水洗→溫水洗→封孔→烘乾→卸料→成品檢驗→包裝。鋁門窗型材陽極氧化後氧化膜厚度不小於10μm。
鋁門窗型材的表面處理還可進行著色。需要其他顏色的鋁型材可採用自然氧化著色、電解著色、浸塗著色等方法取得。
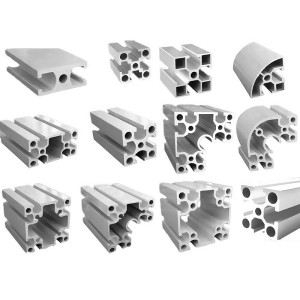
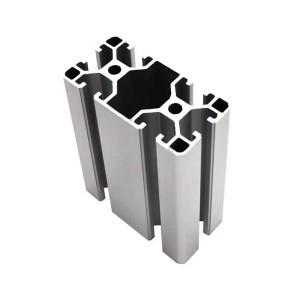
6061 6063 鋁型材 來自中國的製造商 RAYIWELL MFG。鋁型材可分為1024、2011、6063、6061、6082、7075等合金牌號鋁型材,其中6系列最為常見。不同牌號的差異在於各種金屬成分的比例不同,除了常用的門窗鋁型材、60系列、70系列、80系列、90系列、帷幕牆系列等建築鋁型材之外,沒有明確的模型區別工業鋁型材,而且大多數廠商都是根據客戶的實際圖紙加工的。
鋁擠型材 透過將鋁坯料推入金屬模具以獲得標準或客製化形狀來生產。我們可以生產每公尺重量從0.10公斤到50公斤的擠壓型材,最大圓尺寸可達650毫米,適合工業應用。憑藉內部表面光潔度加工能力,我們所有的鋁型材都可以進行銑光、陽極氧化或粉末塗層處理,並塗上所需的顏色。
鋁擠型材主要用於建築和家具行業、汽車領域和運輸行業。例如,我們可以提到帶有螺絲附件的鋁製邊框、排水器和導水板、玻璃擠壓件、相框、車輛裝飾型材、具有特殊截面的角元件、鋁製把手和扶手