中国挤压铝窗型材制造商和供应商| 中国瑞意


铝挤压型材门窗用铝合金是一种以铝合金为原料制成的门窗框装饰建筑材料。其优点是抗风压好、不燃,是公认的阻燃材料。
铝合金门窗是指用铝合金挤压型材作为框、梃、扇等制成的门窗。称为铝合金门窗,简称铝合金门窗。铝合金门窗包括以铝合金为受力构件(承受和传递自身重量和荷载的构件)基材的门窗以及木塑复合材料的门窗。
铝合金门的生产工艺及窗户型材包括熔炼、挤压成型、着色三大工序。着色工艺包括阳极氧化、空气氧化、氟碳喷漆三种选择。
1、熔炼是铝合金门窗型材生产的首要工序
1、原材料,根据实际需要生产的铝合金型材,计算出各种铝合金成分的添加量,有效匹配各种原材料;
2、熔炼:将选定的原料按照加工工艺规定加入熔炼炉中熔化,并按照脱气、排渣精炼方法合理除去熔体中的熔渣和气体;
3、锻造:在一定的锻造工艺标准下,熔炼后的铝液根据深水井锻造系统软件水冷后可变成各种规格型号的圆铸棒。
挤压成型是在由锭加热、挤压、冷却、张力矫直、锯切等工序组成的自动化生产线上进行的。
生产线上的设备有感应加热炉、挤压机、炉台、卸料输送机、型材升降转移装置、冷床、拉矫机、储料台、牵引机、锯床等。
1、感应加热炉,钢锭的加热温度一般控制在400℃~520℃,如果温度过高或过低,都会直接影响挤压成型。挤压机一般采用单动液压机,其吨位在1200吨至2500吨之间。
2、挤压机的挤压筒直径随挤压机吨位的不同而不同。挤压机的吨位越大,挤压筒的直径也越大。
挤压筒的直径一般在150mm~300mm范围内。挤压工具的工作温度为360℃~460℃,挤压速度为20m/min~80m/min。挤压工具主要包括模具。挤压模具按其结构特点分为平模、分体模、舌模和分流组合模。铝合金门窗型材的生产多采用平模和分体分体模。
3. 出料台接收从挤出机挤出的型材并将型材传送至出料台。出料工作台大多为水平带材输送模式,水平带材的运动速度与挤压速度同步。
4、冷床多为步进梁式,下方安装有相当数量的风机,保证型材冷却均匀,使矫直前型材温度低于70℃。
5、张力矫直机配有扭爪,可在扭转矫直的同时进行拉伸矫直。拉矫机之后是储料台,向锯床工作台提供型材,锯床按照固定长度切割型材。
铝合金门窗型材的着色处理
铝合金门窗型材的表面处理多采用阳极氧化处理,使型材表面呈银白色。表面处理可以增强型材外观,延长铝门窗型材的使用寿命。
阳极氧化工艺流程:上料→除油→水洗→碱蚀→温水洗→冷水洗→中和光→水洗→阳极氧化→冷水洗→温水洗→封孔→烘干→卸料→成品检验→包装。铝门窗型材阳极氧化后氧化膜厚度不小于10μm。
铝门窗型材的表面处理还可进行着色。需要其他颜色的铝型材可采用自然氧化着色、电解着色、浸涂着色等方法获得。
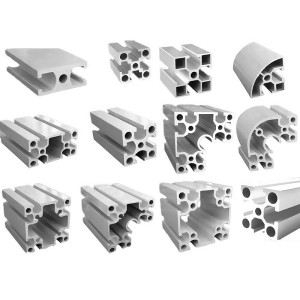
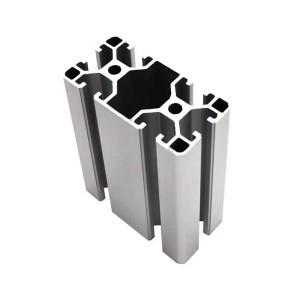
6061 6063 铝型材 来自中国的制造商 RAYIWELL MFG。铝型材可分为1024、2011、6063、6061、6082、7075等合金牌号铝型材,其中6系列最为常见。不同牌号的区别在于各种金属成分的比例不同,除了常用的门窗铝型材、60系列、70系列、80系列、90系列、幕墙系列等建筑铝型材之外,没有明确的模型区别工业铝型材,而且大多数厂家都是根据客户的实际图纸加工的。
铝挤压型材 通过将铝坯料推入金属模具以获得标准或定制形状来生产。我们可以生产每米重量从0.10公斤到50公斤的挤压型材,最大圆尺寸可达650毫米,适合工业应用。凭借内部表面光洁度加工能力,我们所有的铝型材都可以进行铣光、阳极氧化或粉末涂层处理,并涂上所需的颜色。
铝挤压型材主要用于建筑和家具行业、汽车领域和运输行业。例如,我们可以提到带螺丝附件的铝制边框、排水器和导水板、玻璃挤压件、相框、车辆装饰型材、具有特殊截面的角元件、铝制把手和扶手